本文讨论在不彻底修改整个校准系统的情况下,合理的应用计量基本原理,解决校准系统中的多个关键问题。过程控制仪表经过精确校准后,能按照设计指标进行高质量的过程控制,同时补偿DCS输入信号的测量误差,防止了过程压力过大。要实现这些好处,并不能完全归功于落实了某种改进建议;但是积极落实这些改进建议,也不应该给企业造成重大的资源负担。
引言
计量科学表面看起来似乎平淡无奇,但其背后蕴藏着深厚的技术概念。计量是一门融合并应用了数学、统计、物理、质量、化学、计算机等多学科常识的测量科学。计量工作中经常会涉及其它专业知识,大部分人能掌握一些基本计量知识,但是很少有人熟知其背后的科学原理。通常,电厂关键的维护人员出身于不同的专业背景,很多人都是在工作中学习到计量知识的。
多数时候,人们还是按照最基本的校准定义进行校准,即比对并记录被测仪表的指标与已知测量标准的指标。以个别企业维护人员为例,通常专门负责校准的人员较少,导致校准工作经常敷衍了事。校准工作敷衍草率,计量人员责任分工不明确,都会导致电厂无法建立完善的校准系统。超出预期标准地应用计量基本原理,致使无法开展规范的校准活动。
仪表电气经理应对工厂正常运转直接相关的各种电气设备、仪器仪表负责。仪表电气经理的工作职责包括部门员工管理、安全生产与环境问题管理、预防性维护、预测性维护、关键维修活动,以及特定项目的内外部沟通协调等。仪表校准非常关键,完成校准本身并不需要花太多精力,但我们要考虑许多其它因素。仪表校准务必严格遵守环保局环境法律法规的要求,比如汞及有毒有害物质排放标准(MATS)、《清洁空气法案》中关于温室气体排放规定、关于为员工提供安全工作环境的企业责任规定、以及相关可靠性标准等。核电站务必严格遵守更多其他法律规定,燃气发电站和燃煤发电站除了要遵守以上这些法律规定以外,还要自行严格监督电厂仪表设备的准确性。
规范的校准系统至少能保证电厂按计划完成仪表校准工作,并妥善保存校准数据,以便后续审计和溯源。规范的校准系统不仅是工厂环境安全和正常生产活动的重要保障,还与工厂效益密切相关。仪表测量越准确,电厂安全级别越高,发电量越多,设备压力越小。遗憾的是,我们很难将这些好处量化或具体化,与计算节约了多少人力成本不一样,无法用具体的数字说明使用规范的校准系统能给电厂节省多少成本。
很多人认为,只要使用可溯源的校准标准进行校准,并记录校准数据就够了,没必要在其它方面进行改进。其实,是否有必要改进校准系统,完全取决于电厂如何制定维护计划。如果不提前几个月制定停机维护计划,就会在真正需要维护或校准时,遇到资源紧张、时间紧迫的情况,可能为了尽快开机而降低校准质量。
为了不影响电厂的停机计划,应尽量去掉校准过程中所有不必要的环节。而加入新环节看似有悖常理,却是改进校准流程的必要之举。电气仪表管理层应具备这方面的战略眼光,进行相应的战略性改进,为电厂带来真正的好处。
电厂应用计量基本原理,并不需要进行大规模改造。只要对现有校准系统进行调整改进,就会在校准质量上带来显著变化。落实具体的改进措施并不难,但同时我们要从思想上做出真正改变,即在校准过程中更加重视计量相关知识。计量科学需要综合考虑的因素有很多,但首先,只要从以下几方面着手,就能在校准系统的建立与维护方面取得重大进步,对过程控制仪表的测量准确性更有自信。
● 测量允许误差限和认定测量通过与否的评价标准
● 迟滞性检测方法
● 测量不确定度比(TUR)维护
● 信息资产管理
测量允许误差限和认定测量通过与否的评价标准
每台仪表设备都有校准的允许误差限,指用于认定可接受的测量误差的规定限值。规定允许误差限时,应充分考虑过程的实际需求,而不是考虑仪表的性能表现。较为理想的做法是,在过程设计时,充分考虑各种变量,规定好允许的测量误差限。但遗憾的是,规定允许误差限并没有现成的公式可以套用,而要综合考虑过程要求、设备出厂精度说明、仪表安装位置或安全级别等各方面因素。而且,允许误差限也不能太小,以免在不必要的精度环境下,给测量造成太大压力。
允许误差限可以用测量单位、百分比范围或百分比读数表示。在校准过程中,对误差值进行数学计算,以此为依据认定校准是否通过,这一步非常关键。这种计算是校准过程中的一个额外步骤,尤其当给出的允许误差限是个百分比范围或百分比读数时,更要进行数学计算。而这种数学计算却增加了出错的可能性,因为在校准过程中,这一步很大程度上依赖校准技术员的谨慎程度。有时靠技术员的经验、或完全凭直觉、或咨询别的技术员来认定校准是否通过。尽管出具的校准报告显示结果均在允许误差限内,但是这种做法测得的校准结果并不真实。因为校准结果并非计算得出,可以主观地认定仪表在允许限值内。更重要的是,电厂操作人员可能会根据这些错误数据做决策。电厂不可采用这种方法来认定测量是否通过。从操作程序上来说,操作员应记录好所有误差限和计算得出的误差;从程序设计上来说,应将测得数据录入计算机系统,由系统自动计算并显示测量是否通过。

迟滞性检测方法
测量不确定度比(TUR)维护

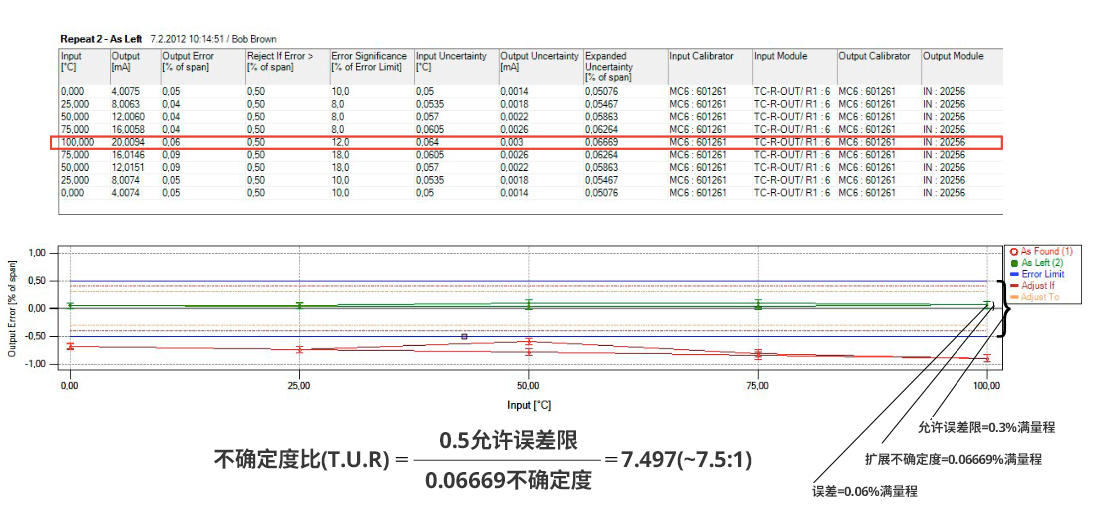
测量不确定度是指对与测量相关的误差进行估计。总体来说,不确定度越小,测量精度越高。在整个校准过程中测量不确定度来源很多,不过测量标准器(即校验仪)是引入校准不确定度的主要来源,尤其是置信水平为95%(k=2)时。被测仪表的允许误差限(精度)与校准标准器的不确定度之比,称为测量不确定度比(TUR)。
如果已知使用的测量标准器的不确定度,那么仪表测量就不会超过允许误差限。如果规定了允许误差限,那么根据一般经验,测量标准器的允许误差限不会超过25%。这个25%相当于不确定度比率4:1;即测量标准的精度是被测仪表的精度的4倍。随着当今科技发展,越来越难达到不确定度比4:1的要求,所以我们可以考虑接受较低的不确定度比3:1,甚至2:1。
另一个问题在于,许多工厂仍在使用旧的测量标准器。这些旧的测量标准器的允许测量不确定度,是按照之前的过程控制仪表进行规定的,已经无法满足今天的要求。近年来,尽管工厂更新升级了许多自动化系统,但仍在使用旧的测量标准器进行校准检定。自动化设备供应商则在不断发展新技术,新设备的测量精度越来越高,导致仍在使用旧的测量标准器的工厂进行仪表检定时,不确定度比TUR只能达到1:1,有些甚至连1:1也达不到。所以,每次进行校准时,工厂应先确定所使用的测量标准器是否能满足检定要求。也就是说,要明确测量标准器的不确定度和允许误差限,并用这两个数值之比计算出不确定度比TUR。这么做,是为了确保用于校准的测量标准器能充分满足测量要求。
信息资产管理